На начальном этапе организации любого деревообрабатывающего производства, наиболее важным, и в то же время наиболее сложным следует признать подбор комплекта оборудования, наиболее полно отвечающего запросам заказчика. Необходимо, чтобы основное, вспомогательное оборудование, околостаночные и межстаночные транспортные устройства были согласованы между собой по производительности (скорости подачи), по возможности обрабатывать и перемещать заготовки и готовые изделия необходимой длины и сечений. Положительным фактором является взаимозаменяемость узлов и механизмов различных станков. Так же желательно, чтобы все оборудование имело схожий дизайн и окраску. Очень трудно скомплектовать производственную линию, приобретая оборудование у разных производителей, которые, возможно, даже и не слышали друг о друге. Не многие отечественные производители готовы представить заказчикам полнокомплектные деревообрабатывающие линии, не является исключением такая отрасль деревообработки, как производство деталей домов из оцилиндрованной древесины.
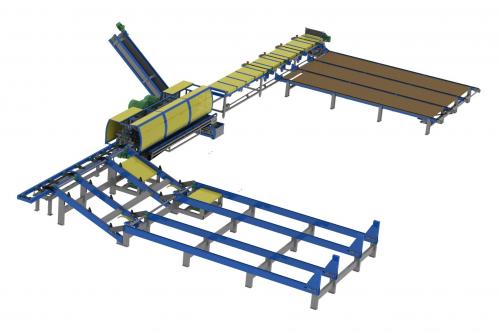
В этой статье мы рассмотрим новую разработку компании «Шервуд» - полнокомплектную линию по производству деталей домов из оцилиндрованной древесины на базе оцилиндровочно-фрезерного станка "Шервуд ОФ-28Ц". При разработке проекта главными задачами были максимальная производительность линии при минимальных затратах ручного труда. Для нас так же было важным обеспечить высокие показатели надежности как каждого станка в отдельности, так и всей линии в целом.
Состав линии приведен в табл.1
| № поз. | Наименование | Примечание |
| Основное оборудование | ||
| 1 | Бревнотаска | В комплект поставки не входит |
| 2 | Механизм подачи бревна мод.МПБ32 или мех-зм поштучной выдачи мод.МПВ 450 |
|
| 3 | Станок оцилиндровочно-фрезерный мод.ОФ28ЦМ |
|
| 4 | Рольганг подьемный мод.Р28А |
|
| 5 | Перкат-накопитель | В комплект поставки не входит |
| 6 | Стол разметочный мод.Р28-6-ПР | |
| 7 | Станок торцовочный мод.ЦПА32МА |
|
| 8 | Станок для выборки венцовых чаш под углами 90,45,60град. мод. ПФ-32 (Б) |
|
| 9 | Станок выборки венцовых чаш под прямым углом мод.ПФ32МА |
|
| 10 | Станок пазовальный мод.ВФ32А |
|
| 11 | Рельсовый путь с тележкой или транспортер | В комплект поставки не входит |
| 12 | Рольганг мод.Р32-6 | |
| 13 | Приспособление антисептирующее мод.ПА2 | |
| Дополнительное оборудование | ||
| Станок заточной, универсальный мод. ТчН-РМ | Предназначен для заточки всей гаммы режущего инструмента. | |
Основные технические данные линии приведены в табл.2
| № | Показатель | ед. измерения | значения |
| 1 | Диаметры производимых оцилиндрованных бревен | мм. | 180, 200, 220, 240, 260, 280 |
| 2 | Производительность (готовых деталей дома) | п.м. в смену | до 400 |
| 3 | Общая установленная мощность | кВт | 110 |
| 4 | Обслуживающий персонал | чел. | 5..8 |
| 5 | Необходимая площадь для размещения оборудования (ориентировочно) | кв.м. | 720 (45х16) |
| 6 | Срок гарантии на все оборудование | мес. | 12 |
Данная линия позволяет изготавливать оцилиндрованные детали сруба дома со всеми основными обработками: торцевание, выборка венцовых чаш и выборка торцевых пазов для сращивания бревен и установки столярных изделий. Особенностью данной линии является ее высокая производительность, обусловленная использованием высокопроизводительного головного оборудования, максимальной механизации погрузочно-разгрузочных работ, использованием в станках гидропривода на операциях зажима бревен и механизацией разметочных работ.
Линия работает следующим образом:
- Бревно подается механизмом загрузки на станок ОФ-28Ц. Для загрузки бревна с уровня пола используется механизм мод.МПБ28, для загрузки бревна с бревнотаски (с уровня 900 мм), используется механизм мод. МПВ450
- На станке ОФ-28Ц бревно за один проход обрабатывается, и обратным ходом каретки удаляется со станка.
- Подъемным рольгангом мод. Р28А бревно поднимается с уровня станка ОФ-28Ц на уровень остальных станков линии.
- На разметочном столе мод. Р28-6-ПР бревно размечается, для операций торцевания и выборки венцовых чаш.
- Бревно торцуется и по рольгангам мод. Р28-6 и поперечным перекатам бревно подается на дальнейшие обработки.
- Готовые детали вывозятся из цеха и складируются.
Перемещение деталей в линии возможно несколькими потоками, в зависимости от задач производства (на схеме потоки обозначены буквами А,Б,В и Г). Поток А – изготовление погонажа. Поток Б – Изготовление погонажа и антисептирование. Поток В, основной при изготовлении деталей сруба дома (до 90% объема производства) – оцилиндровка, разметка, торцовка, выборка венцовых чаш, антисептирование. Поток Г - дополнительные обработки - выборка венцовых чаш под различными углами и выборка торцевых пазов. На станки находящиеся в потоке В приходится основной объем производства, поэтому они наиболее производительны и надежны за счет применения гидравлики и специализации выполняемых на них операций.
Данная схема расположения станков в линии приведена как пример, возможны другие схемы расположения оборудования, так же возможны варианты в комплектовании линии станками и др. оборудованием.
Результаты промышленных испытаний показали, что на данной линии можно производить до 400 погонных метров оцилиндрованных деталей домов в смену (60-70 шестиметровых бревен) или (при производстве оцилиндровки диам. 240мм.) - 18 куб.м. в смену (400 куб.м. в месяц).
Дополнительные сведения по выпускаемому нами оборудованию и ценам на него, можно найти на нашем сайте.
Компания «Шервуд» производит широкую гамму оборудования для изготовления деталей домов из оцилиндрованной древесины. Представлены оцилиндровочные станки проходного типа и станки для обработки бревен в центрах. На разных моделях станков возможно получение оцилиндрованных бревен диаметрами от 70мм до 400мм. с одним, двумя продольными пазами или без пазов. Так же компания производит комбинированные оцилиндровочные станки, позволяющие получать не только оцилиндрованное бревно, но и обрезную доску или брус высокого качества за один проход.
Разработан и внедрен в производство эксклюзивный оцилиндровочно-фрезерный станок мод. ОФ-40Ц. На станке можно производить высококачественное оцилиндрованное бревно диаметрами от 200 до 400 мм. с одним или двумя продольными пазами за один проход. Обработка бревна производится в центрах оцилиндровочным ротором и двумя фрезерными узлами.
Компания «Шервуд» имеет свое деревообрабатывающее производство, на котором в реальных условиях проходит испытания производимое оборудование. Постоянно ведется работа над усовершенствованием имеющегося и созданием нового оборудования.
Ведущий конструктор ООО «ШЕРВУД»
Заболотский И.