Оставить заявку
Цена: По запросу
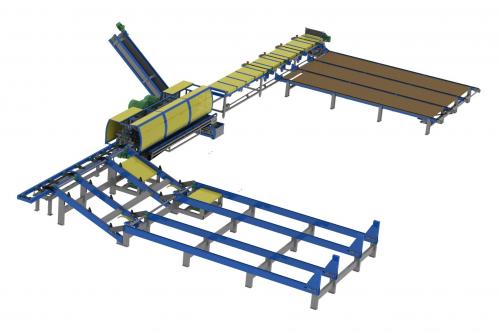
Описание станка:
Станок модели 689С предназначен для изготовления оцилиндрованных бревен с продольным пазом под укладку в сруб из 180-320 мм, профильного бруса и обрезного пиломатериала из 180-240 мм. Станок может применяться на нижних складах лесозаготовительных предприятий, на площадках лесхозов и др. Станок может эксплуатироваться в закрытом не отапливаемом помещении при температуре окружающей среды от -16°до +30°С.
Отличительные особенности конструкции и комплектации станка:
- Преобразователь частоты, обеспечивающий плавную регулировку скорости подачи.
- Высококачественные подшипники оцилиндровочного узла.
- Один комплект оснастки.